While there are many ways of verifying instrument performance, including the procedures described in the VectorStar MS4640B Series VNA Operation Manual and the Maintenance Manual, sometimes a simpler procedure can be useful. Verification kits available from Anritsu verify the measurement capabilities of the instrument by analyzing the measurement of artifacts that are traceable to national standards laboratories.
• 3656B W1 (1 mm) Calibration/Verification Kit and 2300-584-R System PVS User Guide for the VectorStar ME7838A/ME7828A and Lightning ME7808A/B/C BB/mmWave VNA Systems
• 3656C W1 (1 mm) Calibration/Verification Kit and 2300-616-R System PVS User Guide for the VectorStar ME7838A/ME7828A BB/mmWave VNA Systems—10410-00784 The 3656C kits also support 1 mm calibration and verification to 125 GHz, and separate PVS software exists for those kits.
• 3659 Calibration/Verification Kit and 2300-580 Performance Verification Software (PVS) User Guide for BB/mmW ME7838D with 0.8 mm Connectors—10410-00327
Concepts and Levels of Verification
There are many levels to the concept of VNA verification which, in one sense or another, is a comparison against expected behaviors.
Hardware Level
On the explicit VNA hardware level are operational checkout items such as port power, receiver signal levels, and noise levels. These items are covered in the Operation Manual. On the calibrated instrument level (which includes the VNA and the calibration kit or AutoCal) are the residual specifications (corrected directivity, source match, load match, and tracking) which are measured using traceable airlines (absolute impedance standards).
Intermediate System Level
An intermediate level which can look at overall system behavior (VNA, calibration kit, cables, environment) in a traceable fashion is through the use of a verification kit. While not intended for day-to-day use, the verification kit can provide a periodic check on system behavior without going through the rigor needed for full residual analysis (which can usually be done less often).
Comparison to Known Devices
The central idea of the verification kit is to have a collection of “known” devices (not calibration components) that have been measured with a calibrated VNA. By comparing the results to the “known” values, some measure of confidence can be gained in the measurement abilities of the VNA-under-test. The values in all cases are vector quantities so that both magnitude and phase responses are analyzed.
The “known” part of this discussion involves a process termed characterization performed on the same devices by Anritsu. Through a traceable process, a VNA at the factory is calibrated and validated against controlled standards before being used to measure the devices that go into the verification kit that is delivered to the user. By carefully controlling this process, measurement uncertainties on the characterization end can be carefully controlled. This allows a useful window to be defined as to what an acceptable measurement result is. At each frequency point, the measurement is compared to the characterization measurement in the context of the uncertainties. If the delta between the two measurements is consistent with the uncertainty window, the measurement is considered acceptable at that point.
Metric of Comparison
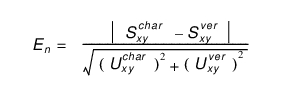
The metric of comparison, termed En, is a check to see if the measurement differences are consistent with the uncertainty windows of both the characterization and the verification measurements. The quantity is shown below:
Equation 12‑1.
The numerator contains the S-parameters measured during characterization (by Anritsu) and during verification (by the user), and the denominator contains the respective uncertainties. These uncertainties are calculated based on the VNA, the calibration kit, and repeatability. If this quantity En is less than 1, then the measurements during the two phases are within the overlap of the uncertainties and can be considered “equivalent” and, in some sense, verified.
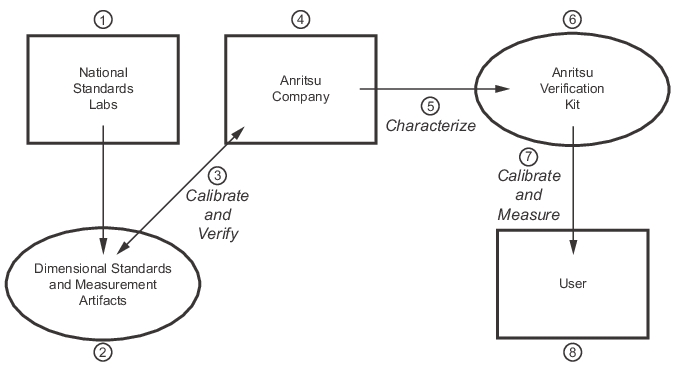
General Process of the Creation and Use of a Verification Kit
1. National Standards Labs.
2. Dimensional standards and measurement artifacts.
3. Calibrate and verify using artifacts.
4. Anritsu Company processes and standards.
5. Characterization processes for verification kits.
6. Anritsu Verification Kits with characterization data.
7. Calibrate instruments and measure DUTs.
8. Verification kit used to verify instrument calibration.
A national standards laboratory (through standards and measured artifacts) helps validate the calibration and Anritsu which is then used to characterize the verification kit sent to the user.
It is important to note that the results are influenced by not only the instrument, the calibration kit, and the verification kit, but also the cables, the environment (temperature, humidity and vibration), connector quality, and the care exercised by the user during calibration and measurement. It should also be emphasized that this is not a measurement against absolute standards (which is the case for the residuals measurement process) but is a study of an “equivalent” measurement; the same devices measured with the instrument at the user site versus those devices measured with a controlled instrument at Anritsu (under traceable conditions).